



PROMIG-500SYN DPulse 重工業用高速パルス MIG 溶接機
- モデル
- PROMIG-500SYN DPulse
プロパティ
- 定格入力電圧
- 3PH ~ 400V ±15%
- 定格出力
- MIG: 500A/39V
- 効率
- 80%
- ワイヤ送り機構
- 4ローラー
- ワイヤー送り速度範囲
- 0-25 m/min
- 保証
- 1年保証
評価
製品の説明
詳細
高速パルスミグ溶接
PROMIG 500SYN DPulse
シナジーコントロール
運用プロセスと管理の改善
高速パルス (HSP)
高速ダブルパルス (HDP)
高速スプレーアーク (HSA)
マイクロダブルプロセス(MDP)
超低スパッタ (ULS)
ハイブリッド パルス制御 (HPC)
ハイスピードスポット(HSS)

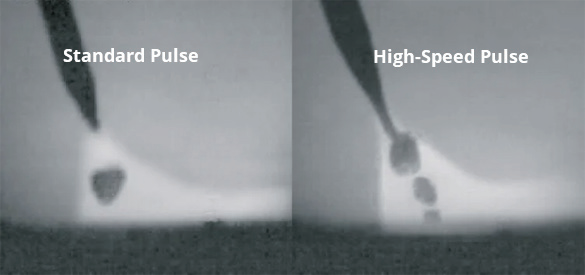
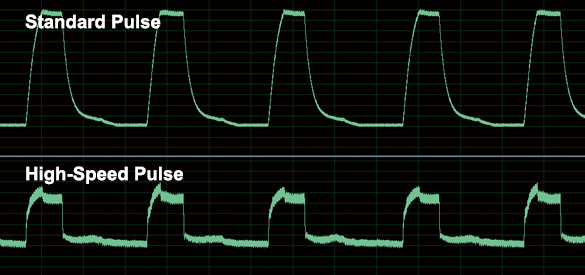
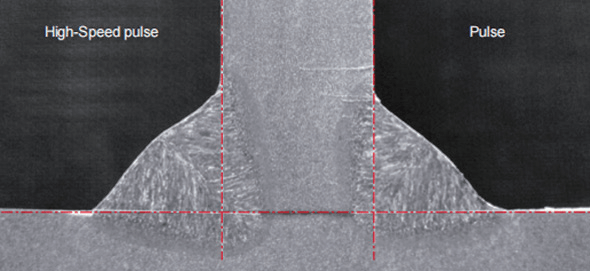
HSP - 高速パルス
-要求の厳しいワークショップでの使用向けに特別に設計されており、厚い材料や板金の製造に使用されるかどうかにかかわらず、さまざまな材料の堆積率が25〜48%増加する可能性があります。
-高速パルス (HSP) プロセスにより、従来のパルス溶接と比較して、時間、費用、およびエネルギーを節約できます。 このプロセスは、パルス溶接をまったく新しいレベルに引き上げる準備ができています!
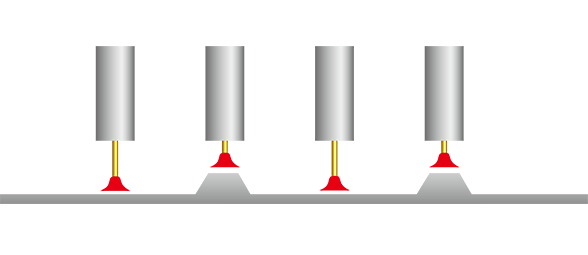
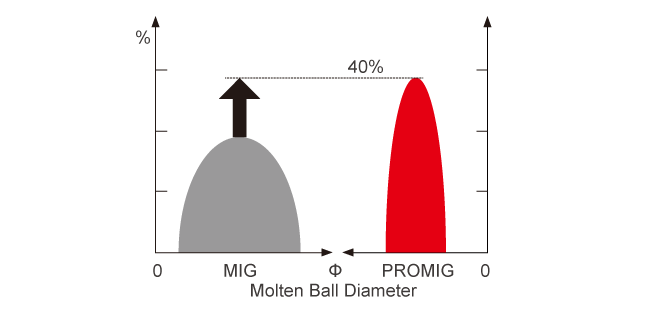
-一般的には1パルスで1溶滴が溶けますが、TOPWELLの新高速パルスプロセスにより溶滴の投入量を増やします。遷移が速く、HAZゾーンが狭くなり、溶込みが深くなります!
より良い溶接シームを得る
入熱が少なく、スパッタが少なく、手直しが少ない。
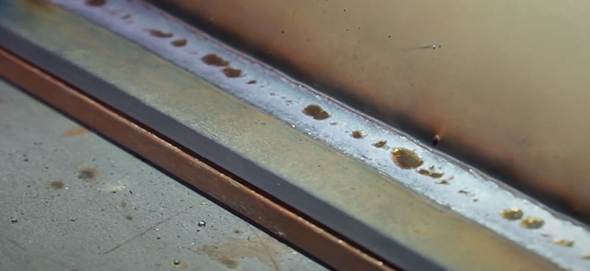
より高い溶接強度を得る
より深い浸透、アンダーカット欠陥なし、より高い強度。
HPC - ハイブリッド パルス制御
鍵となるのは、MIG 溶接に適用される相乗的な波形制御溶接プロセス制御バリアントです。これは、パルス (スプレー アーク) および 1 つのデューティ サイクルでの短絡移行タイプです。 並外れた方向安定性、深い浸透、自由な飛び散りを実現します。
HPC垂直上向き溶接プロセス
その秘密は、2 つのプロセスの組み合わせにあります。1 つは、材料をすばやく加熱するための高エネルギー フェーズです。 Topwell の制御技術は、急速に減少するエネルギー フェーズへの完全な移行を保証します。 これにより、信頼性の高い溶け込み、正確なサイズの溶接充填、最適に近いのど厚が保証されます。Topwell の HPC プロセスによる垂直アップ溶接は、従来の「X-Mas ツリー」よりもはるかに高速でシンプルです。
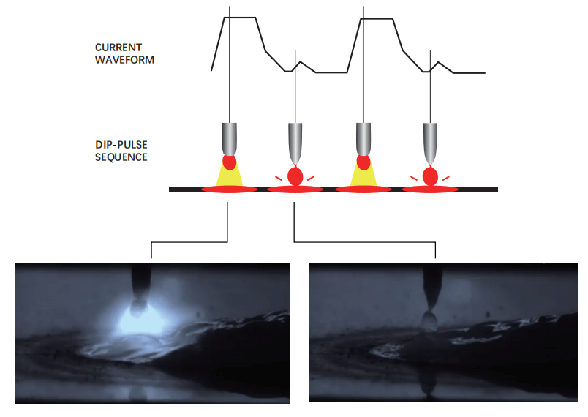
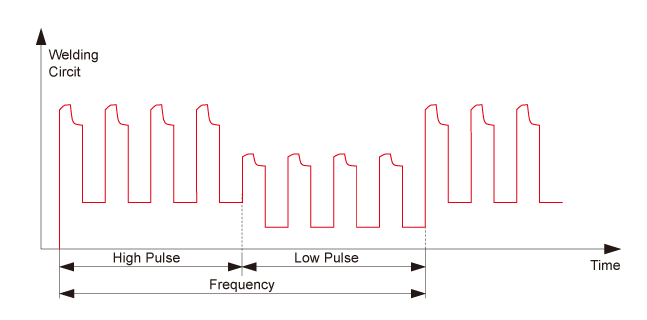
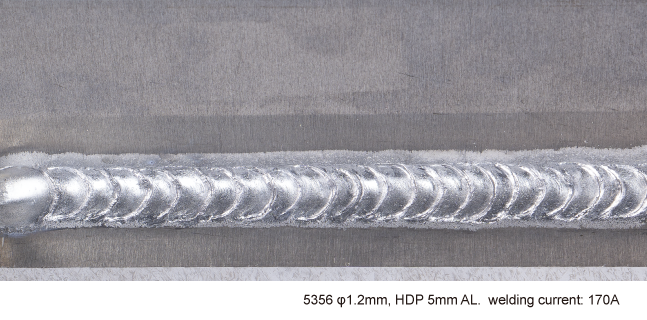
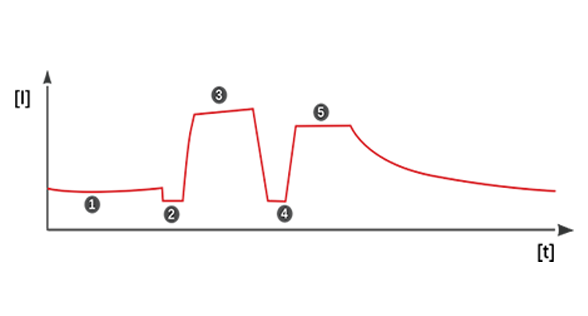
HDP - 高速ダブルパルス
HDP は高速ダブルパルスです。 ダブルパルスのハイパルスフェーズとローパルスフェーズは、高速パルスプロセスで動作し、溶着率が最大 30% 増加し、標準のダブルパルスよりも溶接の生産性が大幅に向上します。 加熱および冷却フェーズの優れた制御のためのプロフェッショナルな溶接曲線により、正確なエネルギー入力、低スパッタ、低歪み、美しい TIG のような溶接外観が保証されます。 HDP は、中肉から厚肉の溶接、特にアルミニウムと鋼の用途に特に適しています。
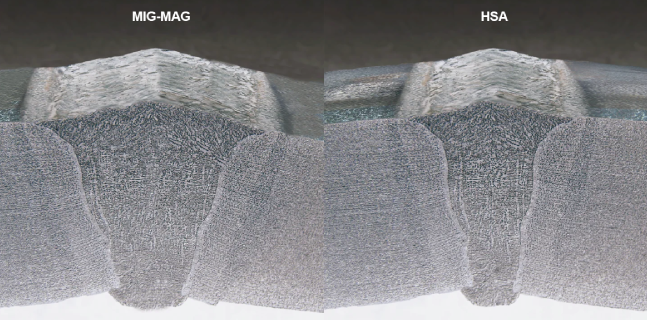
HSA - 高速スプレーアーク
高密度で非常に安定したアークの完璧な組み合わせ。 HSA は、より深い溶け込み、より狭い加熱ゾーンを提供し、多層溶接のより小さい開口角度を可能にし、従来の MIG-MAG 溶接よりも最大 30% 速い溶接速度を大幅に向上させます。 溶接をより効率的かつ経済的にします。

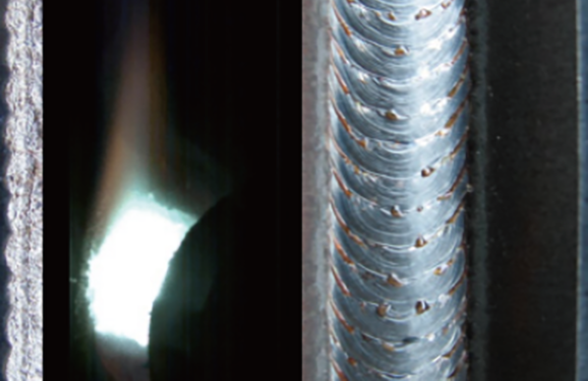
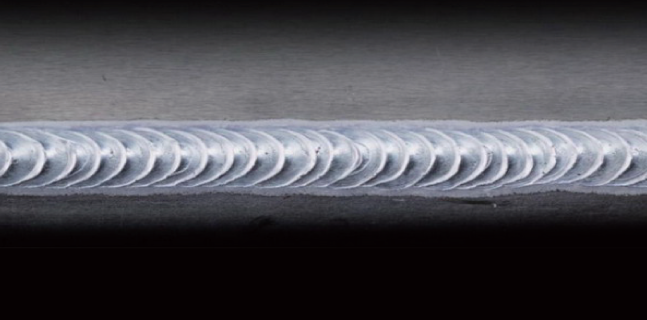
MDP - マイクロダブルプロセス
MDP はマイクロ ダブル プロセスであり、シナジー パルス波形制御プロセス制御で超精密であり、溶接シーム シェブロンを粗いものから細かいものまで自由に調整します。 重要なのは、高パルスと低パルスが交互に発生するとき、低パルス フェーズで液滴が形成されないことです。 MDP の利点は、正確なエネルギー入力、低歪み、完全な TIG のような溶接外観で、誰でも簡単に作成でき、溶接の生産性は従来の TIG の最大 2 倍になります。 MDP は、フレーム、テーブル、ベッド、家具構造など、薄肉から中肉 (1 ~ 8mm) のアルミニウム、スチール、CrNi アプリケーションに特に適しています。

ULS - 超低スパッタ
ULS プロセスは、改良されたショート アーク トランスファー アークであり、ショートとアークの間の状態変化中の揮発性を制御して、発生するスパッタの量とサイズを制御します。 CO2 および MAG 溶接でも、スパッタを最小限に抑えることができます。つまり、再作業が少なくなり、不良品が少なくなり、クリーニングの必要性が減り、部品の消耗が抑えられます。

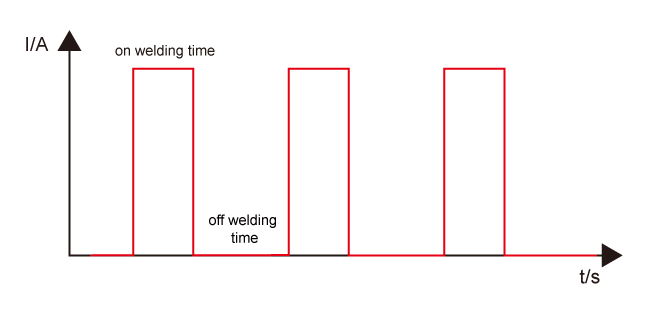
HSS - ハイスピードスポットテクノロジー
HSS は高速スポット溶接であり、溶接プロセス、アーク物理学、高い動的電力応答、強力なモーター制御技術を完全に組み合わせており、アーク点火時間とアーク終了時間が短く、溶接スプールを迅速に形成できます。 スポット溶接のサイクルをすばやく完了し、サイクルを繰り返し、ロボットとの時間差を調整して希望の魚鱗を得ることで、溶接シームは明確で美しくなります。
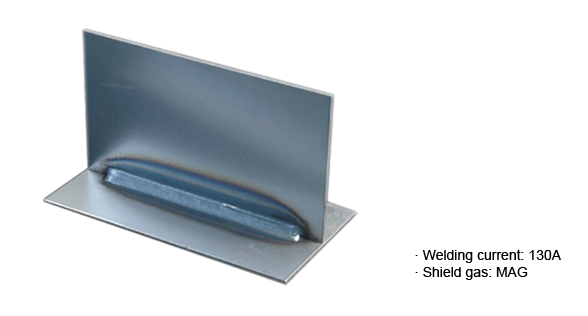
仮付け:ロボットによる

薄い (≤2mm の厚さ) パイプまたはフレーム/構造の溶接作業に広く適用されます。
HSS - ハイスピードスポットテクノロジー
HSS は高速スポット溶接であり、溶接プロセス、アーク物理学、高い動的電力応答、強力なモーター制御技術を完全に組み合わせており、アーク点火時間とアーク終了時間が短く、溶接スプールを迅速に形成できます。 スポット溶接のサイクルをすばやく完了し、サイクルを繰り返し、ロボットとの時間差を調整して希望の魚鱗を得ることで、溶接シームは明確で美しくなります。
|
ロボット溶接要件
|
|
シナジーコントロール | ● |
パルス ME | ● |
HSP | ● |
HDP | ● |
HSA | ๐ |
|
MDP
|
●
|
|
ULS
|
๐
|
|
HPC
|
๐
|
|
HSS
|
๐
|
●標準 ๐ オプション
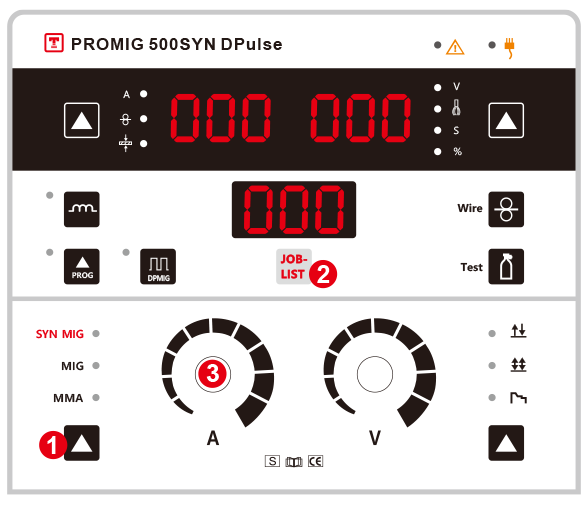
簡単な操作
完璧な溶接を実現するための 3 つのステップ
1. 操作モードの選択
2. ジョブリスト番号を選択します。
3. 溶接電流の調整
(素材の厚みを活かした相乗効果で常に最適なセッティング)
ジョブリストとのシナジーコントロール
ジョブ リストの表示は、グラフィカル ユーザー インターフェイスを介して簡単かつ直感的に制御できます。 炭素鋼、ステンレス鋼、アルミニウム合金の高能率多工程溶接用。 操作はこれまで以上に簡単です。

運用プロセスと管理の改善
円弧の長さコントロール
アーク長制御により、トーチとワークの距離や溶接電圧が変化しても、アーク長は一定に保たれ、シームの品質と外観は変わりません。
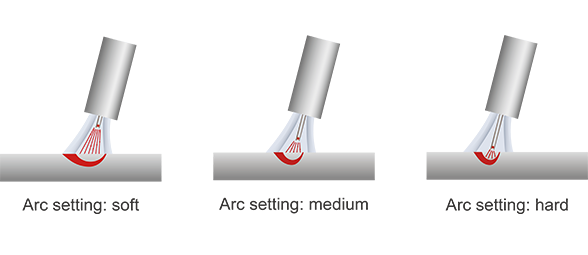
動的制御
アークは、ダイナミック コントロールにより、ワークピースや位置、溶接工の個々の好みに応じて簡単に調整できます。 アークをソフトまたはハード、またはその中間に変更すると、トーチの位置が理想的でない場合でも、良好なルート形成とサイド フュージョンの信頼性が向上します。
運用プロセスと管理の改善
HSS は高速スポット溶接であり、溶接プロセス、アーク物理学、高い動的電力応答、強力なモーター制御技術を完全に組み合わせており、アーク点火時間とアーク終了時間が短く、溶接スプールを迅速に形成できます。 スポット溶接のサイクルをすばやく完了し、サイクルを繰り返し、ロボットとの時間差を調整して希望の魚鱗を得ることで、溶接シームは明確で美しくなります。

ビデオ
仕様
機械
|
商品名
|
ProMIG-500SYN DPulse
|
|
マシン プロセス
|
SMAW GMAW FCAW GMAW-P GMAW-HDP GMAW-HSP |
|
ワイヤーフィーダー
|
4ローラー
|
製品の重量と寸法
|
寸法 (L*W*H): マシン
|
950x460x1080 mm
|
|
寸法(L*W*H):ワイヤ送給装置
|
710x350x500 mm
|
正味重量:機械 | 66.5KG |
正味重量 : ワイヤ送給装置 | 15KG |
基本仕様
|
電源電圧(V)
|
3PH~400V±15%(50/60Hz)
|
|
最大負荷電力容量
|
25.18KVA
|
|
40℃ (105℉) での定格デューティ サイクル: 60%
|
500A/39V |
|
40℃ (105℉) での定格デューティ サイクル: 100%
|
400A/31.5V |
開回路電圧 | 70V~80V |
力率 | 0.87 |
効率 | 89% |
ワイヤー送給ユニット | 4ローラー |
ワイヤ送給速度が鳴った | ~25m/min |
ワイヤースプール容量 | 300mm(15kg) |
ワイヤーφ(mm):Fe | 0.8~1.6mm |
ワイヤーφ(mm):アルミ | 1.0~1.6mm |
ワイヤーφ(mm):フラックス入り | 0.8~1.6mm |
あなたも必要かもしれません

プッシュプルガン

リモコン

溶接ジャケット

プレミアム溶接ヘルメット






